




Description:
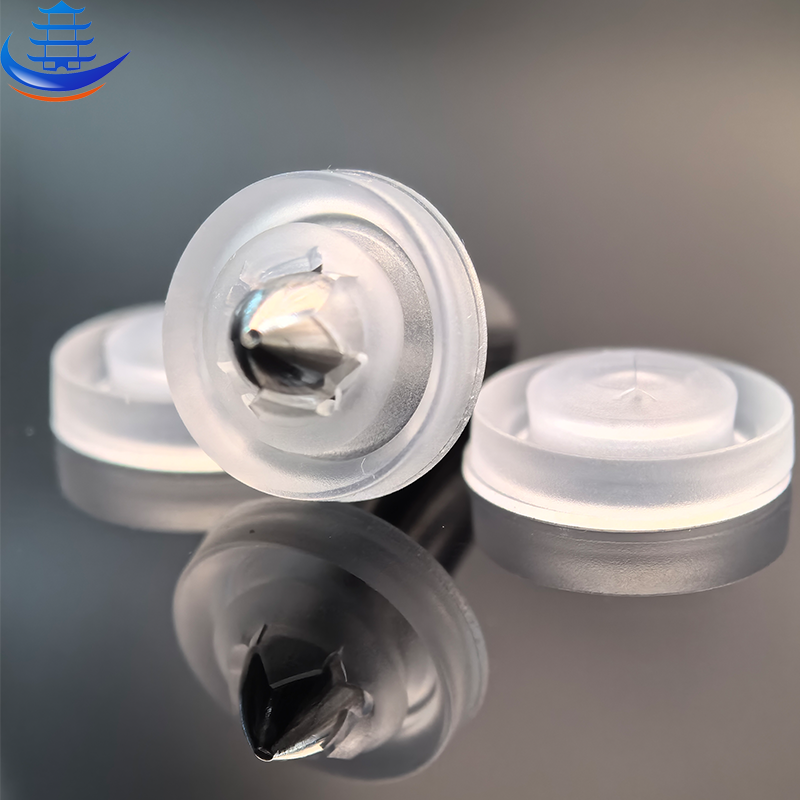
Our OEM Transparent Food Grade Bottle Cap Silicone Rubber Cross-Slit No-Return Valves are engineered for precise liquid dispensing in water enhancers, sports drink bottles, and condiment packaging such as ketchup containers. Manufactured from 100% FDA-compliant, BPA-free, food-grade silicone, these valves provide safe, hygienic, and leak-proof performance. Using advanced liquid silicone rubber (LSR) injection molding and precision cross-slit die cutting, each valve is designed to enable smooth one-way dispensing while preventing backflow, leaks, and contamination. The transparent design ensures product visibility and premium aesthetics, while custom sizing and cross-slit geometries can be tailored to meet your unique application needs.
Basic Information:
| Attribute | Details |
|---|---|
| Place of Origin | Xiamen, China |
| Shape | Cross-slit, customizable slit design |
| Brand Name | OEM |
| Minimum Order Quantity | Small orders accepted |
| Material | Transparent food-grade silicone rubber (FDA & LFGB compliant) |
| Logo | Custom logo options available |
| Certifications | ISO, FDA, RoHS, LFGB |
| Packaging | Tailored export packaging solutions |
| OEM Services | Highly welcomed and supported |
| Primary Use | Bottle caps for water enhancers, sports bottles, ketchup & condiments |
| Sample Lead Time | 5–7 business days |
| Sample Availability | Available upon request |
| Production Lead Time | 20–25 business days |
Benefits of Our Products:
- Made from FDA and LFGB approved transparent food-grade silicone, 100% BPA-free.
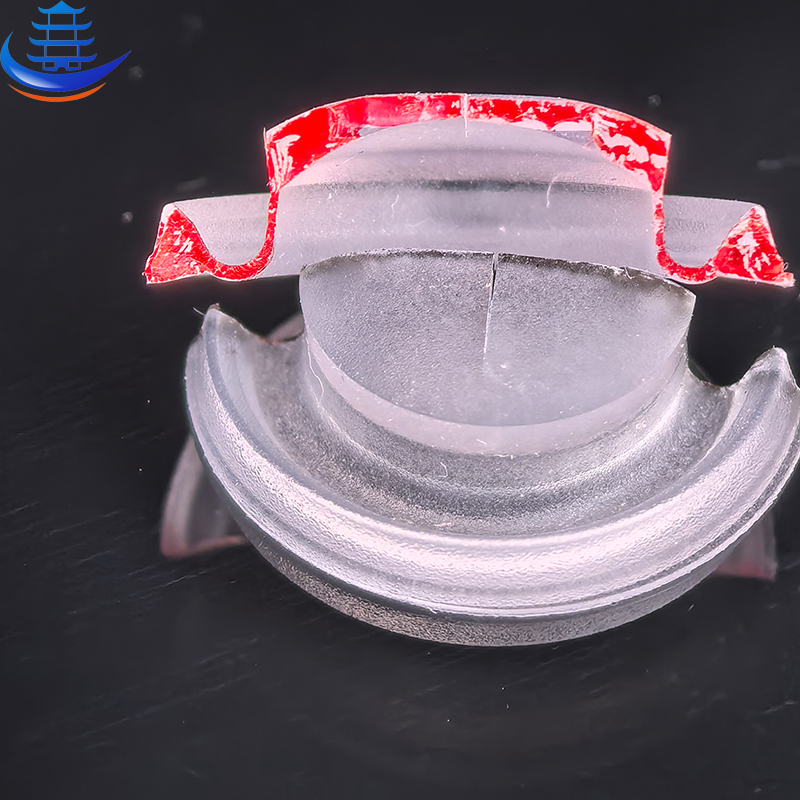
- Precision cross-slit design ensures controlled one-way flow with no leakage or waste.
- Hygienic and safe—prevents contamination by blocking backflow.
- Customizable size, hardness (Shore A 30–70), and slit patterns to match application needs.
- Lightweight, durable, and dishwasher-safe, offering long product life cycle.
- Factory-direct pricing with quick delivery and free samples available.
Quality Assurance:
Quality assurance for our bottle cap cross-slit silicone no-return valves focuses on strict compliance with international food-safety and performance standards. Raw materials are verified to be FDA, LFGB, and RoHS compliant, ensuring consumer safety. Each batch undergoes dimensional inspections with 3D projectors to confirm slit geometry and thickness consistency. Leakage and flow-rate tests are conducted under simulated real-world conditions (squeeze dispensing, upside-down storage, thermal cycling from –40 °C to +230 °C). Durability is validated using repeated actuation cycles to confirm long-term reliability. All products are traceable via lot coding, with final inspections performed in an ISO 9001-certified cleanroom environment.
Why Choose Us?
- Extensive Industry Expertise – Over 20 years of silicone valve design and molding expertise for food, beverage, and consumer packaging industries.
- Customized OEM Solutions – Full support for tailored slit patterns, transparency levels, branding integration, and packaging.
- Streamlined Production Workflow – From rapid prototyping to large-scale production with consistent quality and on-time delivery.
- Certified Quality Systems – ISO 9001 & IATF 16949 certified facility ensuring every valve meets stringent global standards.
Factory Show:
Our advanced manufacturing facility integrates CNC machining, Mirror EDM, precision wire cutting, and micro-slit tooling systems to produce high-accuracy valve molds. Equipped with automated LSR injection molding machines, compression molding presses, and cleanroom assembly stations, we ensure superior part consistency and hygiene. Quality inspections are performed with 3D projectors, sealing testers, durometers, and elasticity gauges, while automated equipment such as AutoDryers, high-speed cutting systems, and doming units support scalable, cost-efficient production. Certified to ISO 9001 and IATF 16949, our processes deliver precision-engineered silicone valves that meet the highest safety and performance expectations for global markets.



