






Description:
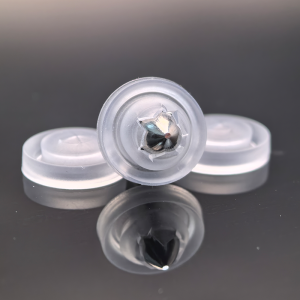
Our OEM food-grade silicone umbrella check valves ensure reliable, unidirectional flow control in food, beverage, and liquid packaging. Made from 100% FDA-compliant platinum silicone, they offer precise cracking pressure, chemical resistance, and durable performance for demanding dispensing applications.

Specification:
| Attribute | Specification |
|---|---|
| Material Composition | 100% Platinum-Cure Liquid Silicone Rubber (LSR) |
| Product Design | OEM Custom Design |
| Manufacturing Process | High-Precision LSR Injection Molding |
| Valve Type | Umbrella/Diaphragm Check Valve |
| Certifications | FDA 21 CFR 177.2600, LFGB, RoHS, BPA-Free |
| Product Packaging | Cleanroom Packaging, Custom Options |
| Shipping Port | Xiamen, China |
| Country of Origin | China |
| Temperature Range | -50°C to 200°C |
| Cracking Pressure | Customizable (Typical 0.5 – 5 kPa) |
Benefits of Silicone Umbrella Check Valves:
-
Guaranteed Leak-Proof Sealing & Precise Flow Control: The precision-molded umbrella diaphragm design ensures consistent, bubble-tight sealing against backflow and allows for exact, customizable cracking pressure for reliable dispensing.
-
100% Food-Safe & Compliant Material: Manufactured from pure, platinum-cure LSR that is non-toxic, odorless, and compliant with major international food-contact regulations, ensuring safety for consumable product applications.
-
Engineered for High-Volume OEM Integration: Our scalable LSR molding process and expertise support full customization of dimensions, hardness, and performance characteristics to seamlessly integrate into your automated filling and packaging systems.
Custom Service:
We provide comprehensive customization for food-grade silicone check valves. This includes tailoring the valve’s diameter, stem length, lip geometry, and Shore hardness to meet your specific flow rate, viscosity, and sealing requirements. We can develop valves for unique activation pressures and offer material certifications for your compliance needs. Our OEM/ODM service includes prototyping and the provision of batch samples for rigorous functional testing before production.
Quality Assurance:
Every batch of valves undergoes a rigorous quality assurance protocol. This starts with certified raw material inspection, followed by in-process monitoring of critical molding parameters. 100% of valves are functionally tested for specified cracking pressure and leak-tightness using automated pressure decay testers. Our ISO 9001-certified quality system ensures full traceability and that all products meet stringent performance and food-safety standards.
Factory Show
Our manufacturing facility features dedicated cleanroom environments and automated LSR (Liquid Silicone Rubber) injection molding cells specifically calibrated for medical and food-grade components. In-house precision tool making using CNC and Wire EDM ensures micron-level accuracy in mold cavities. Our quality lab is equipped with specialized testers for validating cracking pressure, flow rates, and performing material compatibility studies. This controlled, vertical integration allows us to produce high-precision, reliable silicone valves suitable for the most demanding food and beverage OEM applications.



