Are you choosing a production route for silicone valves — whether cross slit valves, one-way silicone valves, or high-volume ketchup valves — and wondering whether Liquid Silicone Rubber Transfer Molding (LSR-TM) or Liquid Silicone Rubber Injection Molding (LSR-IM) is the better fit? At The term "YJCPolymer" seems to be a name or brand and does not require translation. It would remain the same in Spanish. If you need assistance with a specific context or additional content, please provide more details! we help OEMs and designers evaluate trade-offs every day. This guide explains both processes, their pros and cons, the two injection feeding styles, and a practical decision framework so you can pick the right manufacturing path for your valve program.

Liquid Silicone Transfer Molding (LSR-TM)
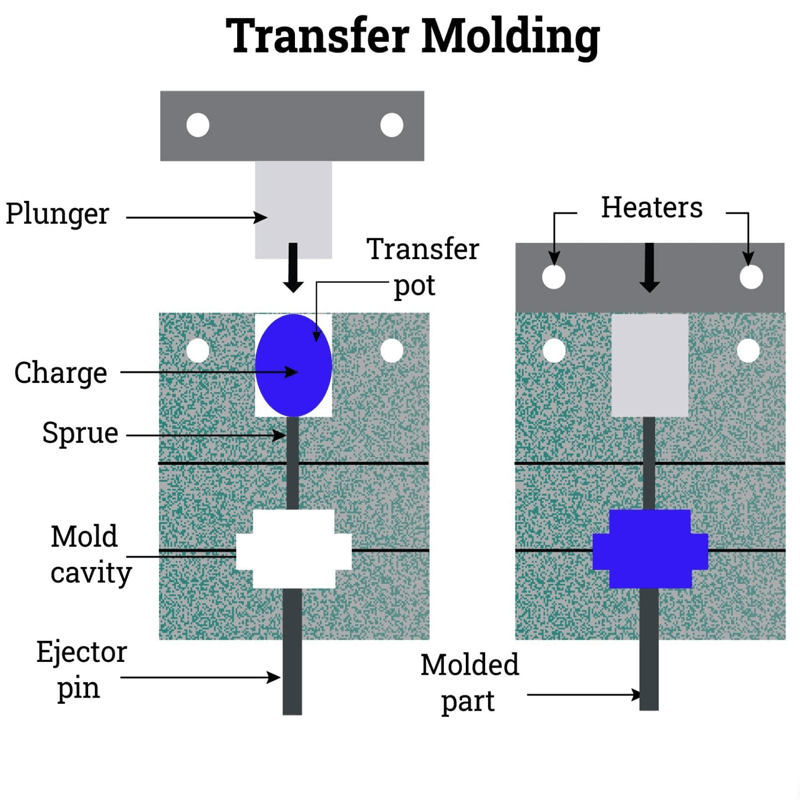
Transfer molding uses pre-measured LSR placed into a pot or chamber, then mechanically forced (transferred) into a closed mold cavity. Historically favored for smaller runs or certain geometries, LSR transfer molding remains relevant where lower tooling cost or specific runner layouts are needed.
Ventajas
- Lower upfront tooling cost for small-to-medium cavities (sometimes simpler core/cavity tooling).
- Good for medium-complexity parts and for shops with existing transfer press capability.
- Useful for prototyping and short-run production without full investment in fully automated injection lines.
Disadvantages
- Higher cycle time and lower throughput vs modern injection machines — transfer strokes add time.
- Greater operator labor (often semi-automated) increases per-piece cost and variability.
- Less precise shot-to-shot control of material dosing; potential for inconsistent fill and cosmetic variation.
- More difficult to scale to very high volumes economically.
- Usually inferior for high-cavity tooling where precise split-shot metering matters.
Inyección de Silicona Líquida (LSR-IM)
LSR injection molding feeds metered liquid silicone through a heated barrel and high-pressure pump into the mold. Modern LSR injection systems (with automatic dosing) are engineered for high repeatability and volume.
Ventajas
- High cycle rates and excellent repeatability — ideal for mass production of one way silicone valves and other high-volume parts.
- Precise shot control, consistent weight, and excellent surface finish for cosmetic-critical components (valve seats, slit geometry).
- Superior capability for multi-cavity tooling (8–64+ cavities) to drive down unit cost at scale.
- Integrates well with automation: robot pick, post-cure ovens, vision inspection — reduces labor and improves yield.
- Best choice for overmolding or insert-molding workflows (e.g., molding a silicone valve onto a plastic cap or housing).
Disadvantages
- Higher initial capital and tooling investment (but much lower unit cost at volume).
- More complex machine setup and qualification required (process control, hot runner systems for LSR).
- For very small pilot runs the economics may not justify the tooling cost without projected scale.

Two Injection Methods of Silicone
When using LSR-IM there are two basic material feeding/shot delivery approaches:
Manual Liquid Silicone Material Feeding
- Operator charges the machine pot manually or semi-automatically.
- Lower automation cost; acceptable for prototyping, low-volume production and color-change flexibility.
- Downsides: higher labor, longer cycle times, increased human error risk, and inconsistent shot weights if not tightly controlled.
Automatic Liquid Silicone Material Feeding
- Metered, servo-driven pumps and automated material supply deliver consistent shot weights and stable process conditions.
- Essential for high-cavity molds, multi-shift production, and food/medical-grade parts requiring strict process control (e.g., cross silt valves, ketchup valves).
- Enables integrated automation, traceability, and reduced scrap.
Which Is the Better Choice for Your Silicone Valves?
Use this decision framework:
- Volume & Unit Cost Targets
- Low volume (≤ a few thousand pcs/month): LSR-TM or prototype IM with manual feed may be acceptable.
- Medium to high volume: LSR-IM with automatic feeding becomes cost effective and is preferred.
- Tolerance, Cosmetic & Functional Precision
- Tight dimensional control, consistent slit geometry, and cosmetic finish → LSR-IM (automatic) is superior.
- Part Complexity & Overmolding Needs
- Overmolding onto rigid caps, integrated assemblies, or multi-material parts → LSR-IM with automation.
- Regulatory & Traceability Requirements
- Medical/food applications demand consistent process control, validated cycles and material traceability → LSR-IM with automated dosing and full lot documentation.
- Lead Time & Tooling Budget
- If tooling budget is constrained for a one-off run, transfer molding or low-cavity IM tooling can be used for development. For product launches, plan IM tooling investment amortized across forecast volume.
- Scalability & Supplier Capabilities
- Choose a manufacturing partner who can scale from prototype tooling to multi-cavity production and provide custom service, validation, and assembly.
YJCPolymer Capabilities & Recommendation
At YJCPolymer we operate both transfer and modern LSR injection lines and guide customers to the right path:
- For prototypes, design validation and initial market tests — we often start with transfer or small-run IM.
- For true production of one way silicone valve, cross silt valves, or ketchup valves, we recommend LSR-IM with automatic feeding, high-cavity tooling, integrated post-cure ovens, and in-line inspection to ensure consistent performance and cost efficiency.
We also offer full custom service: DFM reviews, pilot tooling, process validation (IQ/OQ/PQ), and ongoing supplier management so your valve program moves smoothly from design to scale.
If you’re ready to pick a process or need a production quote, contact YJCPolymer. Share your target volumes, performance specs, and regulatory needs — we’ll propose a manufacturable plan and a clear cost/time comparison so you can make an informed decision.